
Cost components
What methods exist to estimate the costs of steel structures and how can these methods be used to make a cost optimization analysis?
« terug naar SMARTconnectionWhy do you need to estimate the costs?
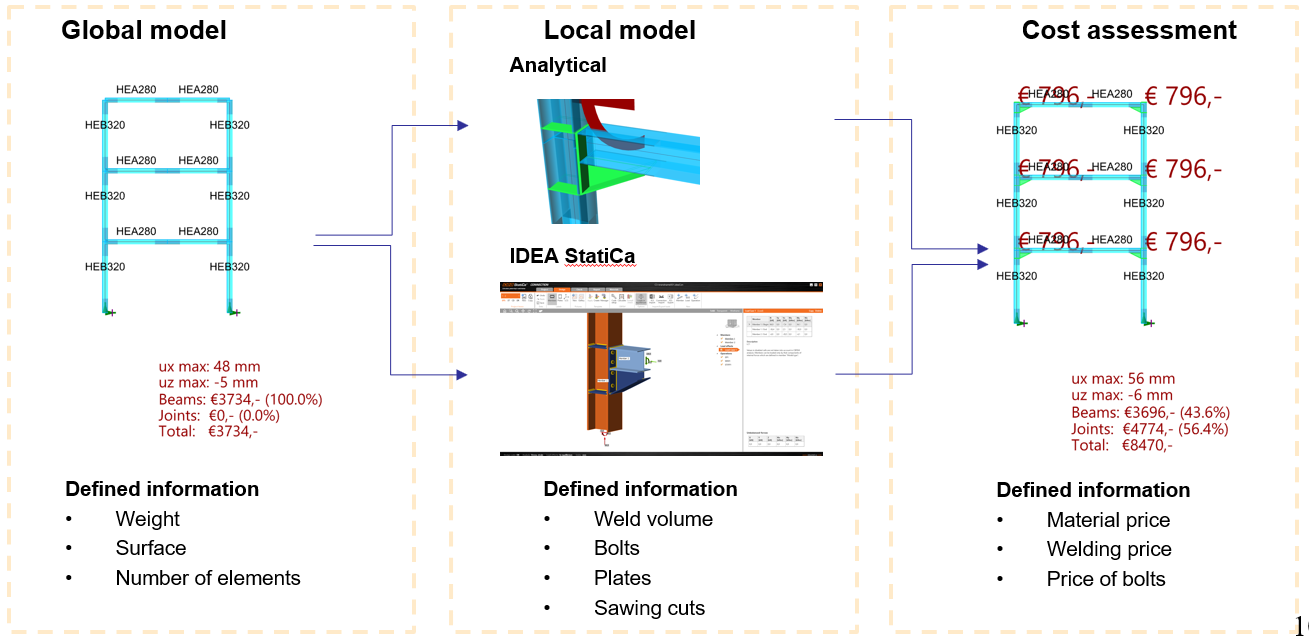
Normally, variation studies of steel structures are based on optimizing the structure's weight. However, when connections are included in a parametric model, you want to express these connections in terms of value as well. By using cost components a value can be given to a connection, indicating the cost.
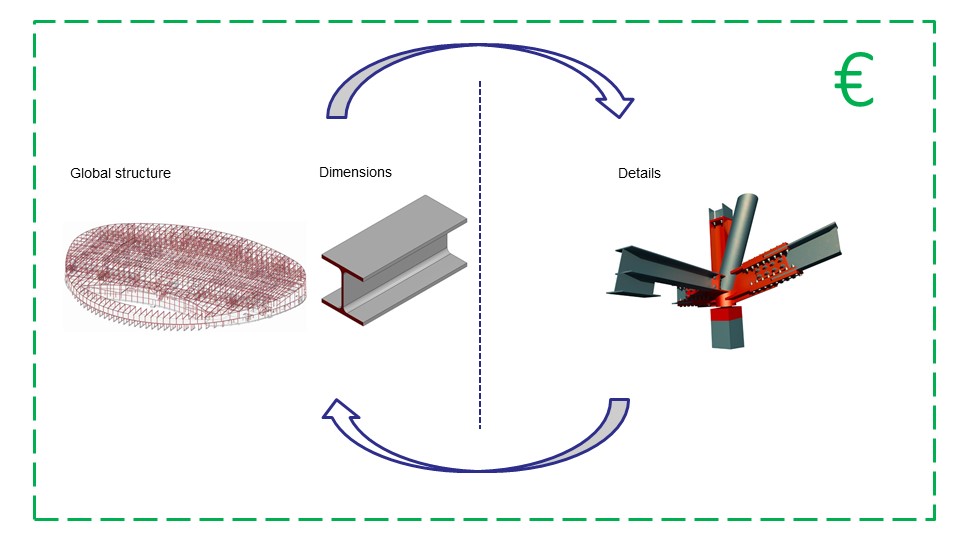
The combination of the costs of connections and the cost of material will generate the total costs.
In addition, it will also provide insight into the balance between cost of connections and cost of material.
A good balance between these two will lead to a cost-effective design.
Cost estimation methods
There are several methods to analyze the costs of steel structures. In this section five of the most common cost estimation methods for steel structures are discussed.
The methods discussed are ordered from least complex to most complex.
Method 1: Weight concept
The most easy way to estimate the total costs is multiplying the total weight with a price per kilo. Then, for connections an extra percentage is added. Ranging from 10% for simple to 50% for complex connections. The success rate of this method is very dependent on the experience of the cost-analyst and their ability to define a good estimate for the contribution of connections to the total cost.

Method 2: Percentage of beams weight based on rational capacity
In this cost method, extra cost is added in terms of extra material. The percentage of extra material is based on the stiffness of the connection. This precentage ranges between 20% and 60% and is based on the weight of the attached beam member in the joint.
This cost method can be found in many of the scientific articles about the cost optimization of frame structures with flexible connections. A number of these articles can be found in the literature list of steel frames at the bottom of this page.

Method 3a: Weld volume method
In this method the cost is build up by combining the cost for material expressed in €/kg with the cost for welding expressed in €/cm3.
In this page a video example can be found where this method is being used.

Method 3b: Welding Bead method
This method looks similar to the weld volume method. However, in this methods weldingbeads are assumed in stead of welding volume.
On this page an application is found where this method is implemented.

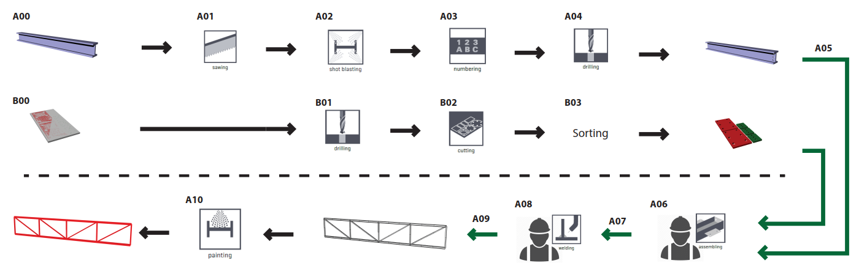
Method 4: Activity Based Costing
Activity based costing is a widely known cost estimation method for direct costs. In this method all activities in a particular process are identified and expressed in time needed to execute. Multiplying this time with the hourly rate of the worker gives an estimate for the direct costs. For steel structures, this method can be applied by determining the time needed for every step in the production process needed to produce a steel structure.

The danger of this method is that it can quickly become a very elaborate estimation, where every detail is included. Which will cause a huge formula to do the cost estimation.
The contribution of certain activities can be insignificant small to the total costs. Therefore, the trick to stay in control about your outcome, is to prevent including everything in the cost analyzes.
Sensitivity analyses
In the previous section, multiple cost methods from simple to complex have been discussed. More complex cost methods can give a more precise estimation but it will require more effort to implement. This is ultimately the trade-off for selecting one of these methods.
However, in using any cost methods assumptions are being made. Uncertenties in these assumptions can lead to an over or under estimation of the costs. Therefore, it is desirable to always combine you cost estimation analyses with a sensitive analysis. Where assumptions are altered and where will be tracked wether this is of influence in finding the most cost-effective variant.
In an elaborate cost method many assumptions are being made. Thus, many uncertenties influence the output. Adressing every single cost assumption by using many sensitivity analyses is an almost impossible task. So minimising the number of assumed variables will make doing a sensitivity analyses easyer.
For example, by only assuming weight and welding volume, the most relevant contributors to the total costs are included in the cost estimation. And since there are only two prices included, only one sensitivity analysis is needed. In this sensitivity analysis only the price ratio between welding volume (labour) and material are compared.
In conclusion, keep you cost estimation as simple as possible, yet elaborate enough to include the biggest contributing aspects.
Welding volume method example
As mentioned before, costs can be estimated by determining the total weight and the welding volume of the structure. In the video found below this cost estimation method is chosen to make a cost optimization analysis for unbraced steel portal frames.
Welding bead method example
As mentioned before, cost can be estimated by determining the amount of welding beads that are needed in a specific weld. Below a configurator can be found, in which the amount of welding beads is determined in a T- connection. For a connection with an angle, a butt weld can be chosen in order to minimize the number of welding beads needed. Furthermore, it can provide insight on when to increase the length of the connected plate and therefore the length of the weld. This can mean that because of the bigger length on which stresses can distribute, weld can be dimensioned smaller, ultimately reducing the number of welding beads needed and consequently minimizing costs.
Reference unit prices
In this section, reference unit prices that structural engineer in the Netherlands can use in their cost estimation are displayed. It should be noted that these reference unit prices are estimates, that will provide more insight in costs and could therefor help decision-making, but they will never be exact representation of the final projects total cost.
Material reference prices:
In the table, below reference prices can be found for different sectionstypes, steelgrades and production process. The price per kilo is defined.
| S235 | S275 | S355 | ||
| I-Beams | Hotrolled | € 0,75 | € 0,78 | |
| Tube | Coldformed | € 0,85 | € 0,85 | € 0,90 |
| Tube | Hotformed | € 1,00 | € 1,10 | |
| Pipe | Welded | |||
| Pipe | Seamless |
Prices change through time, however price ratios are more constant. Therefore, when optimizing costs it can be more accurate the use relative ratios instead of absolute costs. In the table below the cheapest type of material, S235 hotrolled I-sections, is set to 100%. This enables to show the relative cost ratios of the different types.
| S235 | S275 | S355 | ||
| I-Beams | Hotrolled | 100% | tbd | 104% |
| Tube | Coldformed | 113% | 113% | 120% |
| Tube | Hotformed | 133% | tbd | 147% |
| Pipe | Welded | tbd | tbd | tbd |
| Pipe | Seamless | tbd | tbd | tbd |
*tbd = to be determined
Material price index:
https://brinkstaalbouw.nl/staalprijsindex
Labour reference prices:
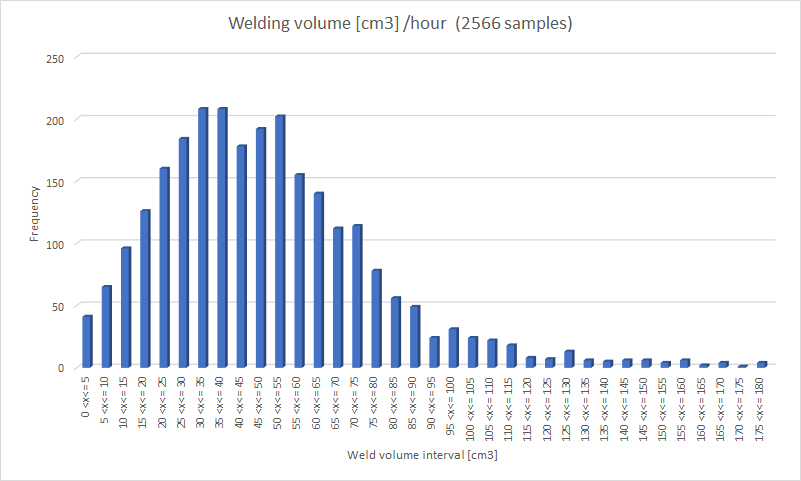
The cost of labour is determined based on the welding volume. In the graph below, welding speeds can be found. This data originates from a 2566 sample data set from steel contractor, Oostingh ASK Romein. In this data set the welding volume and the amount of working hours were measured. In the graph below, vertical bars represent the frequency a certain speed has occurred. Based on this graph, an average welding speed of 50 cm^3 per hour can be assumed.
Welding:
This speed of 50 cm^3 does not include the time needed for assembling. Therefore, this speed is divided by a factor of two.
Before multiplying the new derived speed, the salary of the welder is multiplied with a factor for overhead. Overhead are all the indirect costs needed to make work possible, this includes the costs for managers, secretary, factory building depreciation, material depreciation etc.
This returns the markets hourly rate of the welder.
| Average welding speed | 50 cm3/hour |
| Factor including assembly | 2,0 |
| Speed | 50/2.0 = 25 cm3/hour |
| Salary welder | €20,- |
| Overhead factor | 3,0 |
| Cost of welder | €20,-*3.0 = €60,-/hour |
| Cost per cm3 welding material | €60,-/25 = €2,40 /cm3 |
As mentioned, an average welding speed of 50 cm3/hour is assumed. To put this in perspective, the length after one hour of welding per weld size can be estimated.
From this table, the average cost per welding bead for each weldsize can be derived. On average, a welder can weld 3 meters of welding beads per hours. This gives us an average cost of €20,- per welding bead.
| Fillet weld size | Length per hour | Welding beads | Meters per hour; | Cost per m | ||
|---|---|---|---|---|---|---|
| a4 | 50.000/(4^2) = | 3125 mm | 1 | 3.125 m | €60,-/(1*3.125) | €18,75 |
| a5 | 50.000/(5^2) = | 2000 mm | 1 | 2 m | €60,-/(1*2) | €30,- |
| a7 | 50.000/(7^2) = | 1000 mm | 3 | 3 m; | €60,-/(3*1) | €20,- |
| a10 | 50.000/(10^2) = | 500 mm | 6 | 3 m; | €60,-/(6*0.5) | €20,- |
Summary:
| Method | Speed | Cost |
|---|---|---|
| Welding volume method | 25 cm3 per hour | €2.40 per cm3 of welding volume |
| Welding bead method | 3 m per hour | €20,- per m of welding bead |
Literature:
In the list below, interesting literature can be found about cost-estimation models of steel structures.
Steel Frames:
- L. Xu and D. E. Grierson, Computer Automated Design of Semirigid Steel Frameworks, Journal of Structural Engineering 119, 1740 (1993)
- L.M.C. Simões, Optimization of frames with semi-rigid connections, Computers & Structures, Volume 60, Issue 4 (1996)
- M. Steenhuis, K. Weynand, and A. M. Gresnigt, Strategies for economic design of unbraced steel frames, Journal of Constructional Steel Research 46, 88 (1998)
- N. B. H. Ali, J. C. Mangin, and A. F. Cutting-Decelle, An overall approach to structural design of steelworks using genetic algorithms, System-based vision for strategic and creative design — Proceedings of the 2nd international conference on structural and construction engineering, Balkema, Rome , 481 (2003).
- L. Pavlovčič, A. Krajnc, and D. Beg, Cost function analysis in the structural optimization of steel frames, Structural and Multidisciplinary Optimization 28, 286 (2004)
- N. Bel Hadj Ali, M. Sellami, A. F. Cutting-Decelle, and J. C. Mangin, Multi-stage production cost optimization of semi-rigid steel frames using genetic algorithms, Engineering Structures 31, 2766 (2009)
- S. O. Degertekin and M. S. Hayalioglu, Harmony search algorithm for minimum cost design of steel frames with semi-rigid connections and column bases, Structural and Multidisciplinary Optimization 42, 755 (2010)
Steel Trusses:
- J. Jalkanen, Tubular Truss Optimization Using Heuristic Algorithms (2007)
- K. Mela, Mixed Variable Formulations for Truss Topology Optimization (2013)
- M. Helminen, Mika helminen, optimization of a trussed steel portal frame, (2017)
- K. Mela, T. Tiainen, and M. Heinisuo, Economical design of high strength steel trusses using multi-criteria optimization, Eurosteel 2017 1, 9 (2017)
Welding costs:
- K. Jármai and J. Farkas, Cost calculation and optimisation of welded steel structures, Journal of Constructional Steel Research 50, 115 (1999).
- F. Neessen, Zin en Onzin over laskostenbeheersing, Product Informatie Bulletin , 1 (2008) (Dutch)
Rest:
- J. Haapio, Feature-Based Costing Method for Skeletal Steel Structures based on the Process Approach, Ph.D. thesis, Tampere University of Technology (2012)
Interesting literature missing?
Please inform Rayaan Ajouz: rayaan@bouwenmetstaal.nl